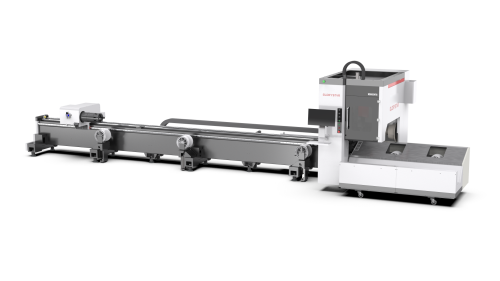
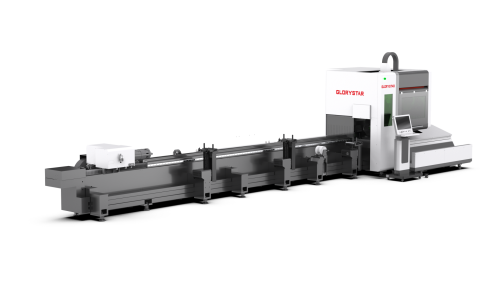
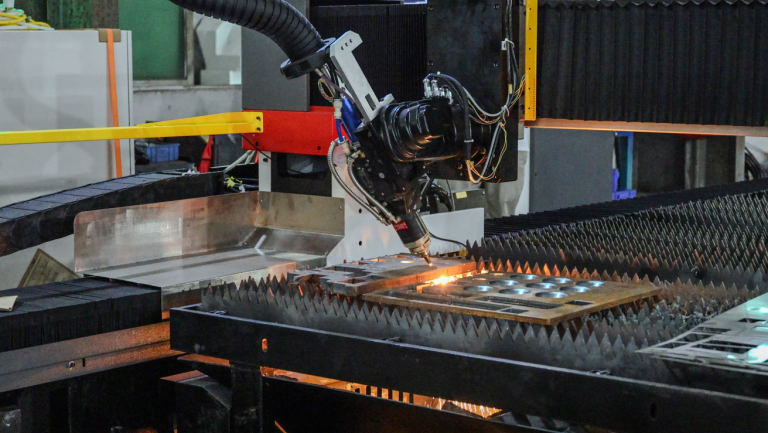
La parte cortadora del cabezal mecánico de la máquina de corte láser no tiene contacto con la pieza de trabajo y no rayará la superficie de la pieza durante el trabajo. La velocidad de corte por láser es rápida, la incisión es suave y plana, y no se requiere procesamiento posterior.
La zona afectada por el calor de corte y la deformación de la placa son pequeñas. El corte no tiene tensión mecánica en la incisión, no hay rebabas de cizallamiento, alta precisión de mecanizado, buena repetibilidad y no se daña la superficie del material.
Entonces, ¿cuáles son los tipos de procesos de corte de las máquinas de corte láser de metal y cuáles son las ventajas de los tipos de máquinas de corte láser de metal? Acompáñame para entenderlo.
Los tipos de procesos de corte láser de las máquinas de corte láser de metal
El corte láser se puede dividir en cuatro procesos de corte: corte por vaporización láser, corte por fusión láser, corte por oxígeno láser y grabado láser con fractura controlada.
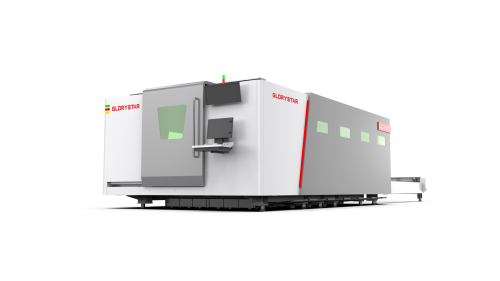
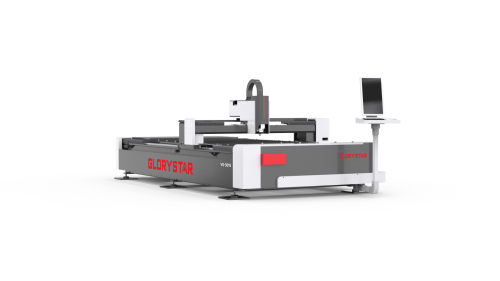
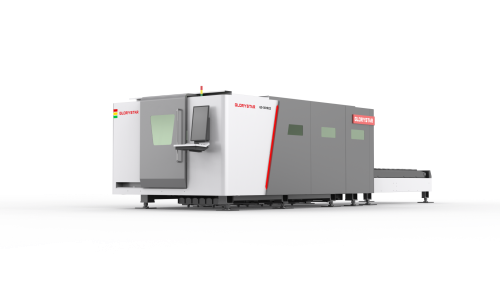
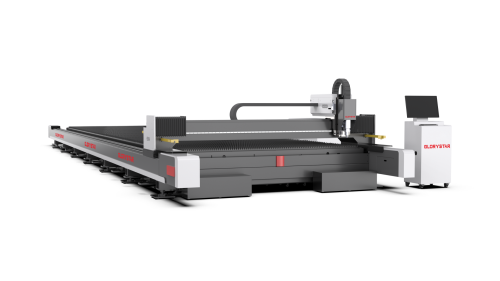
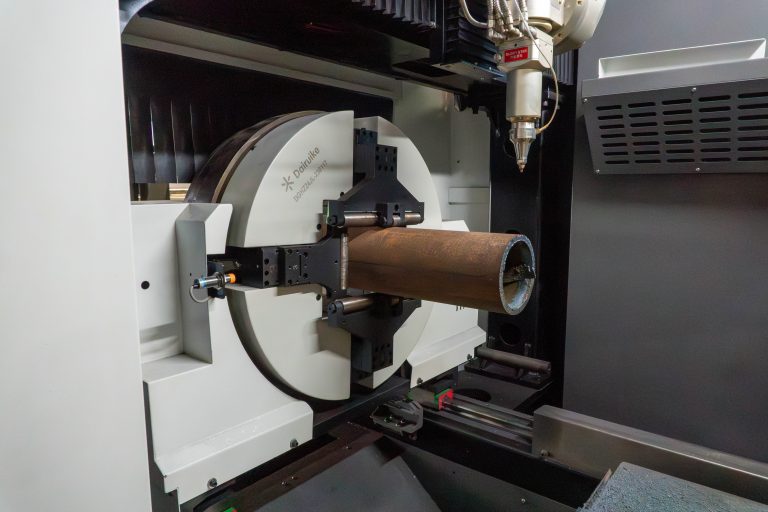
Las ventajas de la máquina de corte láser de metal
Corte por vaporización láser:
Un rayo láser de alta densidad de energía calienta la pieza de trabajo. La temperatura aumenta rápidamente, alcanzando el punto de ebullición del material en un tiempo muy corto, y el material comienza a vaporizarse para formar vapor. La velocidad de expulsión del vapor es alta y grande, y mientras el vapor se expulsa, se forma un corte en el material. El corte por vaporización láser se utiliza principalmente para cortar materiales metálicos extremadamente delgados y materiales no metálicos (como papel, tela, madera, plástico, goma, etc.).
Corte por fusión láser:
El calentamiento láser funde el material metálico y luego se rocía gas no oxidante (Ar, He, N, etc.) a través de una boquilla coaxial con el rayo, y el metal líquido es expulsado por la fuerte presión del gas para formar un corte. La energía requerida para el corte por fusión láser es solo 1/10 de la energía del corte por vaporización. El corte por fusión láser se utiliza principalmente para cortar materiales que no son fácilmente oxidados o metales activos, como acero inoxidable, titanio, aluminio y sus aleaciones.
Corte por oxígeno láser:
Usando un láser como fuente de calor de precalentamiento y usando gas activo y oxígeno como gas de corte.
Por un lado, el gas soplado interactúa con el metal de corte para producir una reacción de oxidación, liberando una gran cantidad de calor de oxidación. Por otro lado, el óxido fundido y el metal fundido son expulsados de la zona de reacción para formar un corte en el metal. La energía requerida para el corte por oxígeno láser es solo 1/2 de la del corte por fusión, y la velocidad de corte es mucho mayor que el corte por vaporización láser y el corte por fusión. El corte por oxígeno láser se utiliza principalmente para materiales metálicos fácilmente oxidados como el acero al carbono, el acero de titanio y el acero tratado térmicamente.
Grabado láser y fractura controlada:
Utilizando un láser de alta densidad de energía para escanear la superficie del material quebradizo de manera que el material se caliente y se evapore en un pequeño canal, causando un gran gradiente térmico y una severa deformación mecánica en la zona, y luego aplicando una cierta presión. El material quebradizo se agrietará a lo largo del pequeño canal. El rayo láser puede dirigir las grietas en cualquier dirección deseada siempre que se mantenga un gradiente de calentamiento uniforme.