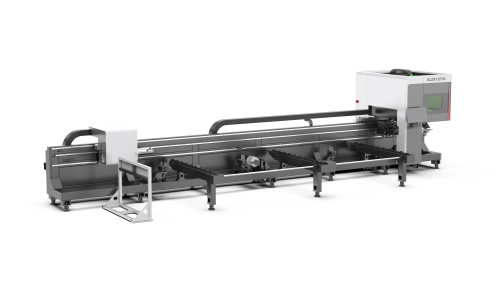
Механическая часть резака лазерного резака не соприкасается с заготовкой и не поцарапает поверхность заготовки во время работы. Скорость резки лазером высокая, рез является гладким и ровным, и не требуется последующая обработка.
Площадь термического влияния и деформация пластины незначительны. Резка не имеет механического напряжения в резе, нет заусенцев, высокая точность обработки, хорошая повторяемость и отсутствие повреждений поверхности материала.
Итак, какие виды процессов резки имеются у лазерных резаков для металла и каковы преимущества лазерных резаков для металла? Присоединяйтесь ко мне, чтобы выяснить это.
Виды процессов лазерной резки лазерных станков для резки металла
Лазерная резка может быть разделена на четыре процесса резки: лазерная резка испарением, лазерная резка плавлением, лазерная резка кислородом и лазерная гравировка и контролируемое разрушение.
Преимущества лазерного станка для резки металла
Лазерная резка испарением:
Лазерный луч с высокой плотностью энергии нагревает заготовку. Температура быстро возрастает, достигая точки кипения материала за очень короткое время, и материал начинает испаряться, образуя пар. Скорость выброса пара высокая и значительная, и в то время, как пар выбрасывается, образуется рез на материале. Лазерная резка испарением в основном используется для резки чрезвычайно тонких металлических и неметаллических материалов (таких как бумага, ткань, дерево, пластик, резина и т. д.).
Лазерная резка плавлением:
Лазерное нагревание плавит металлический материал, затем через сопло, соосное с лучом, распыляется неокисляющий газ (Ar, He, N и т. д.), и жидкий металл вытесняется под сильным газовым давлением, чтобы образовать рез. Энергия, необходимая для лазерной резки плавлением, составляет всего 1/10 энергии резки испарением. Лазерная резка плавлением в основном используется для резки материалов, которые не легко окисляются или активных металлов, таких как нержавеющая сталь, титан, алюминий и их сплавы.
Лазерная резка кислородом:
Использует лазер в качестве источника предварительного нагрева и активный газ и кислород в качестве резательного газа.
С одной стороны, выдуваемый газ взаимодействует с резаным металлом, вызывая окислительную реакцию, высвобождая большое количество окислительного тепла. С другой стороны, расплавленный оксид и расплав выбрасываются из зоны реакции, чтобы образовать рез в металле. Энергия, необходимая для лазерной резки кислородом, составляет всего 1/2 энергии резки плавлением, а скорость резки значительно выше, чем у лазерной резки испарением и плавлением. Лазерная резка кислородом в основном используется для легко окисляемых металлических материалов, таких как углеродная сталь, титановая сталь и термообработанная сталь.
Лазерная гравировка и контролируемое разрушение:
Использует лазер с высокой плотностью энергии для сканирования поверхности хрупкого материала, чтобы материал нагревался и испарялся в небольшую насечку, вызывая большой тепловой градиент и сильные механические деформации в области, а затем применяется определенное давление. Хрупкий материал треснет вдоль небольшой насечки. Лазерный луч может направлять трещины в любом желаемом направлении, пока поддерживается равномерный тепловой градиент.